大型立式混流泵和轴流泵叶轮部件的叶片角度调节试验工装的设计
一、前言
国家南水北调工程某项目,为其中两泵站分别设计生产1600HLQ型立式全调节混流泵和1600ZLQ型立式全调节轴流泵。项目要求各级泵站年运行时间长约为7000小时,水泵设计具有高效、安全可靠、符合环保的要求。水泵部分主要由叶轮部件,泵轴部件,导轴承部件,泵体部件,填料部件,调节机构部件等组成。

二、水泵调节机构工作原理
调节器部件安装在电动机的顶部。主要有:行星齿轮减速器、螺旋调节机构、数码管显示部件等组成。减速器输出轴带动调节杆,调节杆的正反向旋转,迫使轴承机构及电机拉杆作上下移动牵动叶轮部件内的连杆机构,使叶片转动,达到调节叶片角度的目的。
由于这两种型号的水泵都属大型水泵设备,其结构特点决定了它不能在厂内进行整体总装,而只进行某些部装和做一些必要的试验,完整的装配和调式工作必须在工地安装现场进行。所以大型水利用泵一般都是叶轮部件发运到现场组装和电机及调节器部件安装完毕后再进行叶片角度联动调节检验,如果发生什么故障,要拆开检查非常困难,而且每一片叶片角度是否同步不利于观察。
在该项目水泵设备出厂验收前阶段,项目专家组要求在厂内做叶轮部件的叶片调节联动试验。
三、试验的目的
1.操作试验前各滑动部分接触良好,试验时动作灵活,各叶片转角同步一致。
2.推拉杆上下移动距离设计尺寸是否与叶片转动设计角度相符。
3.此项目设计的全调节立式混流泵要求叶片调角范围-6°~+2°,推拉杆行程设计行程-12.45mm~+4.15mm,每度行程:2.075mm/度。
为了保证水泵机组在现场顺利调试运行,减少调试故障率,节约现场调试时间和调试成本,提高水泵机组的使用寿命,我们设计了叶轮部件叶片角度调节和同步检测工装。
四、工装的主要结构
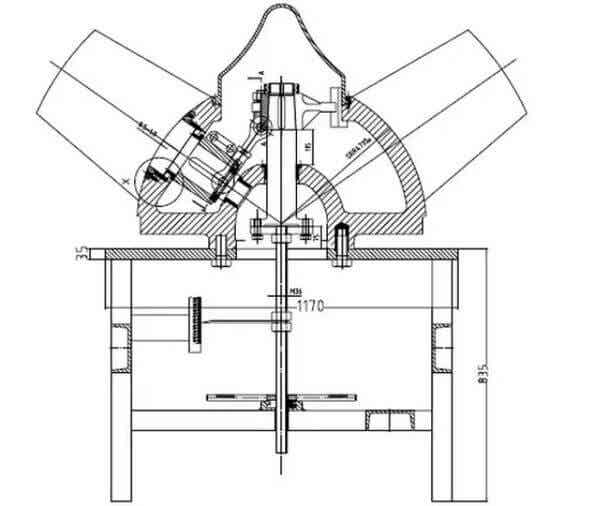
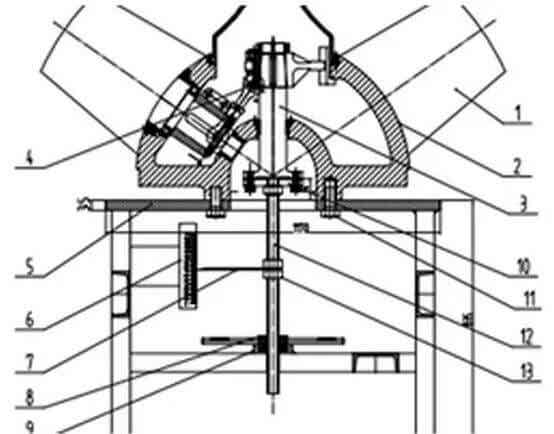
试验工作台由(5)35厚钢板和槽钢焊接而成、(6)标尺 、(7)指针 、(8)螺母转盘 、(9)分半卡座 、(10)连接法兰 、(11)连接螺钉、(12)M36全丝螺杆 、(13)M36螺母,而叶轮部件由(1)叶片 、 (2)叶轮座 、(3)下拉杆 、(4 )拐臂机构、等组成。当需要转动叶片角度时,拉杆上下运动通过球接头机构传到叶片枢轴,使叶片转动,可根据工况要求,调整叶片运行角度。
五、工装工作原理
叶轮部件安装在试验工作台上 ,用连接螺钉(11)压紧固定, 连接法兰与叶轮部件的下拉杆法兰(3)装配连接。全丝螺杆与连接法兰丝孔连上后用M36螺母锁紧,指针(7)用两个螺母锁定在螺杆上 ,螺母转盘旋入全丝螺杆后与分半卡座(9)装配。分半卡座与槽钢焊接固定。通过旋转螺母转盘带动叶轮部件中的下拉杆上下移动使得叶片角度发生转动,而下拉杆移动距离在(6)标尺上指示。先旋转螺母转盘,调节叶片角度,使得叶片上刻的“0”度线与叶轮座上刻的“0”度长线对齐,此时 记录标尺上的数据。 然后通过慢慢地继续旋转螺母转盘,使叶片刻线“0”角度转动到与叶轮座“+1”度刻线位置对齐,此时来记录查看三个叶片是否同时对齐叶轮座“+1”度线,以及叶片角度变化一度时,下拉杆发生在标尺的移动距离 是否与设计相符,以此类推,检查在+2度以及-2度到-6度的情况。
试验证明,可以检查出叶轮部件中的连杆装置是否调整一致到位。检验出零部件的制造加工精度质量和装配质量。从而确保整个水泵机组最重要的叶轮部件运行的平稳性和可靠性。
六、 结语
通过设计这种叶轮部件的叶片调节试验工装,可以很好解决大型全调节立式混流泵和全调节立式轴流泵的关键叶轮部件在出厂前不能进行角度调节检查的问题,确保产品的出厂质量。可以为同行在大型水利泵设计制造提供借鉴。